 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Postopek iztiskanja cevi
Ningbo Fangli Technology Co., Ltd. je proizvajalec mehanske opreme s skoraj 30 let izkušenj z opremo za iztiskanje plastike, novo okolje oprema za zaščito in nove materiale. Tukaj smo pripravili nekaj obsežnih uvod o ekstruzijski obdelavi cevi, kot sledi:
Cev je cev ali votli valj za prenos tekočine. Izraza "cev" in "cev" sta skoraj zamenljiva. »Cev« je pogosto narejena po meri in ima lahko bolj specifične velikosti in tolerance kot pri cevi, odvisno od uporabe. Lahko tudi izraz "cevi". uporabiti za cevi, ki niso cilindrične narave (tj. kvadratne cevi). Izraz »tubing« se bolj uporablja v ZDA, »pipe« pa drugod po svetu.
Cev je lahko določena s standardno velikostjo cevi oznake, kot je Nominal Pipe Size (v ZDA), ali z nominalno, zunaj oz notranji premer in debelina stene. Številni industrijski in državni standardi obstajajo za proizvodnjo cevi.
Večina cevi je izdelanih z ekstrudiranjem, v skladu s smerjo iztiskanja, matrice, naprave za določanje velikosti ali kalibracije oz rezervoar, rezervoar za vodno hlajenje, tekoči trak in rezalnik, če je potrebno, in vzlet opremo na koncu linije. Linija lahko vključuje označevalno napravo ali a naprava za testiranje. Pomembna zahteva je, da se ekstrudat precej hitro ohladi blizu matrice, hkrati pa ohranja nadzor nad dimenzijami in lastnostmi.
V procese so vključeni različni tehnike za nadzor dimenzij/velikosti, ki so bodisi prosto vlečene taline (običajno za cevi majhnega premera) ali značilnosti velikosti. Skupni stroški za proizvodnja cevi bi lahko vključevala materialne stroške do 80 %. Cilj je vedno za strožji nadzor tolerance za zmanjšanje porabe materiala. Uporabljajo se dimenzionalne in/ali debelinske kalibrirne plošče različnih izvedb.
Kombinacija lastnosti taline, hitrost hitrosti voda, notranji zračni tlak in hitrost hlajenja vplivajo na velikost cevi. Razmerje črpanja taline iz matrice v vodno hlajenje korito je neposredno povezano s končno velikostjo cevi. Odvisno od plastike, ki se predeluje, se razmerje giblje od 4/1 do 10/1. Uporaba nizkih razmerij pomaga zmanjšati ekstrudirane napetosti, ki lahko povzročijo težave, povezane z krčenje in napetostno razpokanje.
Odvisno od značilnosti plastike, ki se obdeluje, lahko pride do krčenja v 24 urah po tem zapusti predelovalno linijo. Cev ali cev je lahko tudi izpostavljena žarjenje in drugi naknadni pogoji, ki bi lahko vplivali na stopnjo krčenja.
Obstaja veliko različnih načinov cevi in cevi izdelki, ki se uporabljajo pri premikanju tekočin, plinov, trdnih snovi itd. Lahko so oblikovani tako, da nudijo okraske, varnostne podpore itd.
Koraki za zmanjšanje stroškov predelave plastike cevi vključujejo:
1) Delujte tako, da zmanjšate zunanji premer (OD) in tolerance notranjega premera (ID);
2) Izboljšanje kakovosti in lastnosti cevi s preučevanjem koristi z mešanimi sestavinami in uporabljenimi postopki mešanja;
3) Skrajšajte čas nastavitve z zagonom pripomočki in sistemi za avtomatizacijo;
4) Razvijte varčevanje z električno energijo poraba z optimizacijo ekstruderja; in
5) Uporaba učinkovitih orodij, hladilnih rezervoarjev, vlečne naprave in opremo za vzletanje.
Tolerančna kontrola izvlekov je ključnega pomena za minimiziranje
OD in ID dimenzije, zlasti manjše velikosti cevi.
Zelo majhna sprememba v hitrosti snemalca lahko drastično vpliva na njihove dimenzije in odpadne plastike.
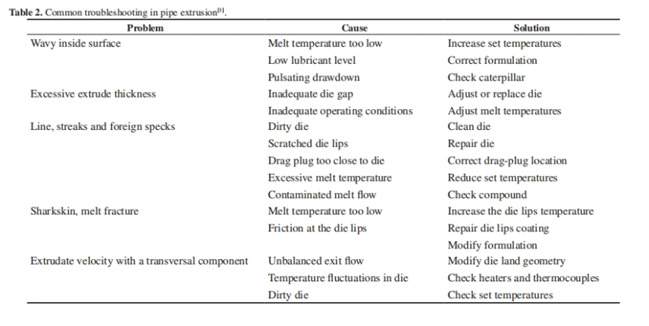
Spodnja tabela prikazuje najpogostejše odpravljanje težav pri iztiskanju cevi.
Zgoraj je o iztiskanju cevi napredek, v upanju, da vam bom lahko pomagal. Če je treba, dobrodošli kontaktiraj nas.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
Pošlji povpraševanje


X
Piškotke uporabljamo, da vam ponudimo boljšo izkušnjo brskanja, analiziramo promet na spletnem mestu in prilagodimo vsebino. Z uporabo te strani se strinjate z našo uporabo piškotkov.
Politika zasebnosti