 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Uvod v postopek iztiskanja cevi, opremo, kakovostne napake itd.
Ningbo Fangli Technology Co., Ltd.je aproizvajalec mehanske opremez več kot 30-letnimi izkušnjamioprema za iztiskanje plastičnih cevi,nova oprema za varstvo okolja in novi materiali.Fangli je bil od svoje ustanovitve razvit na podlagi uporabnikovih zahtev. Z nenehnim izboljševanjem, neodvisnimi raziskavami in razvojem osnovne tehnologije ter prebavo in absorpcijo napredne tehnologije in drugih sredstev smo razviliLinija za ekstruzijo PVC cevi,Linija za ekstruzijo cevi PP-R, Linija za ekstruzijo cevi za vodo / plin iz PE, ki ga je kitajsko ministrstvo za gradbeništvo priporočilo za zamenjavo uvoženih izdelkov. Pridobili smo naziv "prvorazredna blagovna znamka v provinci Zhejiang".
I. Potek procesa
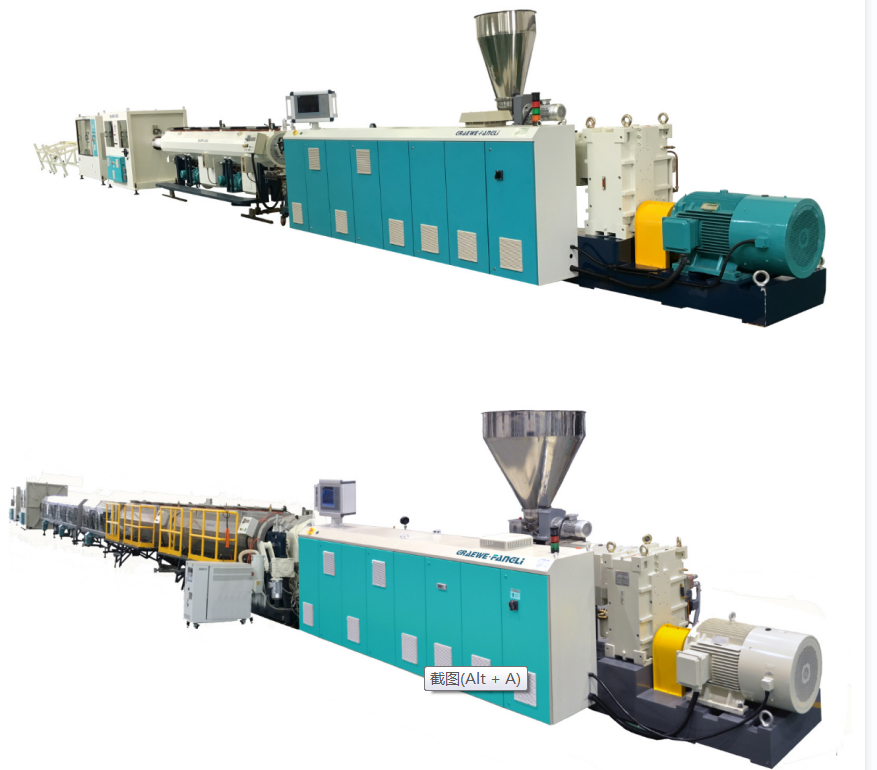
Trenutno so PVC in PO cevi največji obseg izdelkov tako doma kot v tujini.Slika 1prikazuje diagram poteka proizvodnega procesa za poliolefinske (PO) cevi. Umetno maso dovaja polž v obročasto režo (2) kot enakomerno plastificirano talino, ki iztisne cevni rob. Ta takoj vstopi v kalibrirno enoto (3) za hlajenje in dimenzioniranje, nato pa se dodatno zadostno ohladi v hladilnem rezervoarju (4). Cev se izvleče s konstantno hitrostjo z nastavljivimizvlečna enota(6)in končno odrežite na določene dolžine z rezalnikom (7). Tankostenske cevi s premerom pod 160 mm lahko navijalka (9) zvija v zvitke.

Slika 1 Shematski diagram poteka proizvodnega procesa cevi PO
1---Ekstruder; 2---Matrica za cevi; 3---Kalibracijski rokav;
4---Vakuumsko kalibracijsko hlajenje; 5---Hladilni rezervoar;
6---Izvlečna enota; 7---Rezalnik;
8 --- Tiskalnik; 9---Navijalka
II. Proces in oprema
Za proizvodnjo PO cevi, avisoko učinkovit ekstruder z enim polžemje treba izbrati. Napajalna cona uporablja cev z aksialnimi utori. Razmerje med dolžino vijaka in premerom (L/D) je 30–33:1. Struktura polža je dvostopenjska zasnova z različno globino in korakom: korak v dovodnem delu je manjši od premera polža, medtem ko je korak v odsekih za taljenje in homogenizacijo večji od premera polža. Za izboljšanje učinkovitosti mešanja so nekateri vijaki opremljeni z dodatnimi elementi mešalne glave. Ta vrsta ekstruderja z enim polžem ponuja relativno visoko zmogljivost in dobro plastifikacijo. Na primer, enopolžni ekstruder s premerom polža 90 mm lahko doseže izhod več kot 600 kg/h. Poleg tega proizvodnja PO cevi, polnjenih s kalcijevim karbonatom, barijevim sulfatom, lesno moko ali steklenimi vlakni, običajno uporablja sorotirajoče ekstruderje z dvojnim polžem.
Proizvodnja PVC cevi je v osnovi podobna proizvodnji PO cevi. Običajno se uporabljajo nasprotno vrteči stožčasti ozvzporedni dvopolžni ekstruderji, ki omogoča direktno ekstruzijo suhega mešanega prahu. Njihova zmogljivost se giblje od 10 kg/h za cevi majhnega premera do 1100 kg/h za cevi velikega premera. Razmerje L/D vijaka se je s prejšnjih 18:1 povečalo na 25:1. Na primer, advopolžni ekstruders premerom polža 90 mm lahko doseže izhod več kot 300 kg/h.
Kot je razvidno iz slike 1, je oprema za ekstruzijo cevi na koncu sestavljena predvsem iz rezervoarja za hladilno vodo,izvlečna enota, rezalnik, navijalec, ali tabelo za odlaganje.
Ko cev zapusti enoto za umerjanje in hlajenje, ni popolnoma ohlajena na sobno temperaturo. Če se ne ohladi dodatno, lahko temperaturni gradient, ki obstaja v radialni smeri stene cevi, povzroči, da se že utrjena zunanja plast zaradi dviga temperature ponovno zmehča, kar povzroči deformacijo. Po drugi strani pa mora cev prenesti tudi obremenitve opreme za odvleko, rezanje in navijanje. Zato je treba odstraniti preostalo toploto in ohladiti cev na sobno temperaturo. Metode hlajenja vključujejo vodno kopel in hlajenje s pršenjem. V rezervoarju za hlajenje z vodno kopeljo mora nivo vode popolnoma potopiti cev. Rezervoar je razdeljen na več delov. Dovod hladilne vode je nastavljen na zadnjem delu, zaradi česar je smer toka vode nasprotna smeri iztiskanja cevi, kar ustvarja temperaturni gradient hlajenja. Posledica tega je postopnejše ohlajanje cevi in manjša notranja napetost. Razdalja med rezervoarjem za hladilno vodo in kalibracijsko/hladilno enoto ne sme presegati ene desetine celotne hladilne dolžine; sicer se lahko temperaturna razlika med zunanjo steno cevi in hladilno vodo čezmerno poveča. Čeprav je metoda vodne kopeli preprosta, lahko temperaturne razlike med zgornjo in spodnjo plastjo vode v rezervoarju povzročijo neenakomerno hlajenje in upogibanje cevi. Poleg tega lahko vzgonske sile, ki delujejo na cev, zlahka povzročijo deformacijo, zaradi česar je ta metoda še posebej neprimerna za hlajenje cevi velikega premera.
Funkcijaenota za odvzem cevije zagotoviti določeno hitrost izvleka in silo na že dimenzionirano in ohlajeno cev, s čimer premaga silo trenja, ki jo na cevi ustvari naprava za dimenzioniranje, s čimer se cev s konstantno hitrostjo vleče ven do navijalne ali odlagalne mize. Izvlečna enota je eden ključnih delov opreme za proizvodnjo cevi in mora izpolnjevati naslednje zahteve.
(1)Theizvlekhitrost mora omogočati brezstopenjsko in gladko prilagajanje, kar zagotavlja konstantno hitrost izvleka. Nestabilna hitrost izvleka bo povzročila nihanje premera cevi. Hitrost izvleka mora biti tesno usklajena s hitrostjo iztiskanja. Debelina stene cevi se prilagaja z regulacijo hitrosti izvleka: počasnejša hitrost izvleka povzroči debelejše stene, višja hitrost povzroči tanjše stene. Izbira pravilne hitrosti izvleka je učinkovita metoda za zagotavljanje skladnosti dimenzij izdelka. Sodobne izvedbe lahko dosežejo največje hitrosti izvleka do 30 m/min.
(2)Konstantaizvleksilo je treba ohraniti, brez kakršnega koli pojava potiskanja in vlečenja, sicer lahko povzroči površinske valovite napake na cevi. Potrebna je tudi zadostna izvlečna sila. Zahtevana izvlečna sila se poveča s kontaktno površino in dimenzioniranim radialnim tlakom. Za cevi majhnega in srednjega premera je izvlečna sila običajno 100–600 N; za cevi velikega premera je običajno 800–10.000 N.
(3) Vpenjalna silaizvlečna enotaprijemalo mora biti nastavljivo in zmožno prijemati cevi različnih premerov, ne da bi povzročilo poškodbe ali deformacije površine. Trenutno se pogosto uporabljajo prijemala tipa gosenice. Te so sestavljene iz 2 do 12 stez, enakomerno razporejenih okoli cevi. Gosenice so vgrajene z določenim številom gumijastih/plastičnih vpenjalnih blokov, večinoma konkavnih ali pod kotom, da se poveča površina radialnega pritiska na cev. Prilagoditev vpenjalne sile se izvaja preko pnevmatskih, hidravličnih ali mehanizmov z vodilnimi vijaki. Število tirov se povečuje s premerom cevi.
Ko je cev izvlečena na določeno dolžino, jo je treba odrezati na želeno dolžino. Rezalniki so različnih vrst, izbranih glede na premer cevi in debelino stene, vrsto materiala, dolžino reza, kakovost reza, obliko reza itd. Giljotinski avtomatski rezkarji in krožne radialne žage so primerni za rezanje cevi majhnega in srednjega premera; planetni avtomatski rezalniki so primerni za cevi velikega premera. Po prejemu ukaza za rezanje rezalnik prime cev s spono in se premakne v smeri izvleka cevi, medtem ko zaključi rezanje. Po rezanju ga pnevmatski mehanizem potisne nazaj v položaj za ponastavitev.
Navijalka in odlagalna miza. Samo cevi, ki se med upogibanjem ne deformirajo, se navijajo v kolute z navijalko, z avtomatskim rezanjem in razbremenitvijo. Linearna hitrost navijanja je sinhronizirana s hitrostjo iztiskanja in jo je mogoče brezstopenjsko nastaviti. Kadar je hitrost iztiskanja manjša od 2 m/min, se običajno uporablja navijalnik z eno postajo; ko hitrost iztiskanja preseže 2 m/min, je treba uporabiti navijalnik z dvema postajama ali celo z več postajami.
III. Ključni dejavniki za nadzor napak cevi
Po vrstnem redu poteka procesa na sliki 1 so spodaj navedeni ključni povezani dejavniki za odpravo napak v kakovosti.
(1)Oddelek za hranjenje:Formulacija surovin; oblika in velikost surovin; metoda barvanja; način sušenja; mešanje ponovno mletega/recikliranega materiala; vrste in doziranje dodatkov; hladilna zmogljivost grla lijaka.
(2)Ekstruder: premer vijaka; razmerje L/D vijaka; kompresijsko razmerje vijaka; vrsta vijačne strukture; hitrost vijaka; zmogljivost prezračevanja; nadzor temperature vijaka; nadzor ogrevanja in hlajenja soda; temperaturni profili vzdolž con ekstruderja; navor ekstruderja; poraba energije; adapter; izbira temperature in nadzor za menjalnik zaslona; vrsto in specifikacijo paketa zaslona.
(3)Umri:Die vrzel; dolžina zemljišča; tip strukture matrice; oblika pretočnega kanala; porazdelitev taline; nastavitev in nadzor temperature; tlak glave matrice; nadzor debeline stene.
(4) Umerjanje in hlajenje:Metoda umerjanja; dimenzije kalibratorja; vakuumska škatla nivo vakuuma ali notranji tlak kalibracija cevi zračni tlak in dolžina; tesnjenje kalibracijskega sistema; čas umerjanja; pretok hladilne vode; temperatura hladilne vode; način hlajenja.
(5)Rezervoar za hladilno vodo:Metoda hlajenja; postavitev vodovodne cevi; pretok hladilne vode; dolžina hladilnega rezervoarja; temperatura hladilne vode; učinkovitost hlajenja cevi.
(6)Izvlečna enota: Hitrost izvleka in nadzor; kalibracija izvlečne sile; vpenjalna sila in nadzor; število tirov in efektivna dolžina; površinska trdota in oblika vpenjalnih blokov; izvlečna kontaktna površina.
(7) Rezalnik: Vrsta rezalnika; profil in material zob žaginega lista; mehanizem za ponastavitev; zbiranje ostružkov in odstranjevanje prahu; nadzor hrupa; nastavitev mejnega sistema; vpenjalni mehanizem; pogonski sistem in moč; avtomatski sistem za rezanje.
(8)Miza za navijanje in odlaganje: Nadzor napetosti; komandni sistem dolžinskega reza; izbira navijalne postaje; premer navitja; indikacija dejanja odlagališča; linearna hitrost navijanja.
(9) Dodatek:Pogoji za avtomatizirano proizvodnjo:Merjenje debeline stene; nadzor zunanjega premera; merjenje teže in statistika proizvodnje; stanje delovanja črpalke za taljenje zobnikov; sistem za centriranje matrice.
Če potrebujete več informacij,Ningbo Fangli Technology Co., Ltd.vas pozdravlja, da se obrnete za podrobno poizvedbo, vam bomo zagotovili strokovne tehnične smernice ali predloge za nabavo opreme.
Pošlji povpraševanje


X
Piškotke uporabljamo, da vam ponudimo boljšo izkušnjo brskanja, analiziramo promet na spletnem mestu in prilagodimo vsebino. Z uporabo te strani se strinjate z našo uporabo piškotkov.
Politika zasebnosti