 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Tehnične težave in vzroki pri proizvodnji PPR cevi
Ningbo Fangli Technology Co., Ltd. jeproizvajalec mehanske opremes skoraj 30 letne izkušnje soprema za iztiskanje plastičnih cevi, novo okolje oprema za zaščito in nove materiale. Od svoje ustanovitve je Fangli razvit na podlagi uporabnikovih zahtev. Z nenehnim izboljševanjem, neodvisen Raziskave in razvoj o temeljni tehnologiji ter prebavi in absorpciji naprednih tehnologijo in druga sredstva, ki smo jih razviliLinija za ekstruzijo PVC cevi, PP-R linija za iztiskanje cevi, Linija za ekstruzijo cevi za vodo / plin iz PE, ki je Kitajsko ministrstvo za gradbeništvo priporoča zamenjavo uvoženega izdelkov. Pridobili smo naziv "prvorazredna blagovna znamka v provinci Zhejiang".
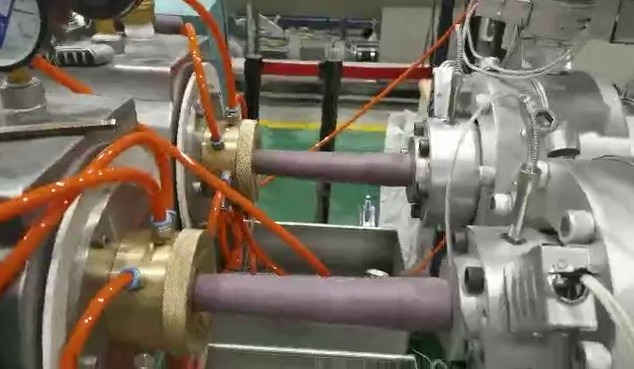
notriproizvodnja PPR cevi,se lahko pojavijo nekatere težave, naslednje pa so nekatere pogoste težave in njihovi vzroki.
|
št. |
Problem |
Vzroki |
|
1 |
Neravnine v notranji steni cevi. |
1. Temperatura vijaka je previsoka. 2. Vijak hitrost vrtenja je prehitra. |
|
2 |
Črne črte na površini cevi. |
1. Temperatura glave matrice je previsoka. 2. The filter ni čist. |
|
3 |
Zračni mehurčki na notranji strani cevi. |
Surovine so vlažne. |
|
4 |
Nenadoma počasno odvajanje materiala |
1. Visoka temperatura v grelnih conah polža 2. Voda v ekstruder; nizek pritisk v glavi. 3. Nizko pritisk nosne raztopine. |
|
5 |
Notranja stena cevi je hrapava. |
1. Temperatura trna je nizka. 2. The telesna temperatura stroja je prenizka. 3. The temperatura vijaka je previsoka. |
|
6 |
Brezbarvna površina cevi. |
Temperatura v ustih je prenizka ali previsoka. |
|
7 |
Površina cevi ima gube |
1. Temperatura okoli ustja matrice je ni dobro porazdeljen; 2. The hladilna voda je prevroča. 3. Vleka hitrost je prepočasna. |
|
8 |
Notranja stena cevi je počena. |
1. Material vsebuje nečistoče. 2. The temperatura trna je prenizka. 3. The telesna temperatura stroja je nizka. 4. Vleka hitrost je prehitra. |
|
9 |
Na površini cevi so sledi koksa. |
1. Temperatura ohišja stroja ali matrice je previsoka. 2. Kocka glava in filter nista očiščena. 3. Tam so nečistoče v zrnju. 4. The toplotna stabilnost surovin je slaba ali pa je odmerek toplotne stabilnosti premalo. 5. Nadzor merilnik temperature ni uspel. |
|
10 |
Cev ima velike vzdolžne ali prečne krčenje. |
1. Radialna razlika med notranjim premer kalibrirne tulke in matrice je velik (prečni). 2. Hitro hitrost vlečenja (vzdolžna). |
|
11 |
Neenakomerna debelina stene |
1. Ustje matrice in trn nista poravnana. 2. Neenakomeren temperatura glave. 3. Nestabilen oprijem. 4. Nestabilen stisnjen zrak. |
Če potrebujete več informacij, Ningbo Fangli Technology Co., Ltd. vas vabi, da se obrnete za podrobno poizvedbo, bomo vam nudi strokovno tehnično vodenje ali nabavo opreme predlogi.
Pošlji povpraševanje


X
Piškotke uporabljamo, da vam ponudimo boljšo izkušnjo brskanja, analiziramo promet na spletnem mestu in prilagodimo vsebino. Z uporabo te strani se strinjate z našo uporabo piškotkov.
Politika zasebnosti