 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Kateri so glavni razlogi za obrabo vijakov?
Ningbo Fangli Technology Co., Ltd.jeproizvajalec mehanske opremes skoraj 30-letnimi izkušnjamioprema za iztiskanje plastičnih cevi, nova oprema za varstvo okolja in novi materiali. Fangli je bil od svoje ustanovitve razvit na podlagi uporabnikovih zahtev. Z nenehnim izboljševanjem, neodvisnimi raziskavami in razvojem osnovne tehnologije ter prebavo in absorpcijo napredne tehnologije in drugih sredstev smo razviliLinija za ekstruzijo PVC cevi, Linija za ekstruzijo cevi PP-R, Linija za ekstruzijo cevi za vodo / plin iz PE, ki ga je kitajsko ministrstvo za gradbeništvo priporočilo za zamenjavo uvoženih izdelkov. Pridobili smo naziv "prvorazredna blagovna znamka v provinci Zhejiang".
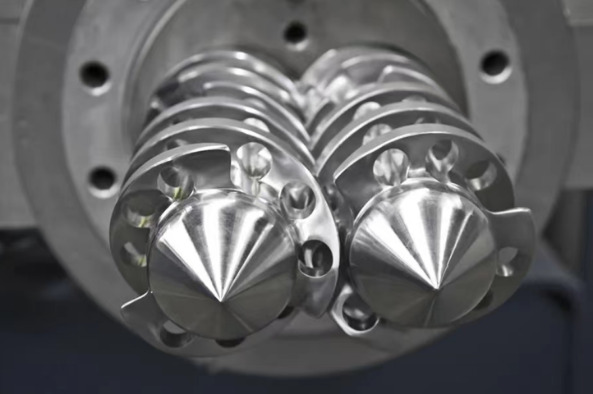
Polžni ekstruder je osnovna oprema pri oblikovanju in mešanju plastike. V dejanskem procesu spreminjanja mešanja je polž ekstruderja v težkem okolju z visokim pritiskom in visoko temperaturo ter je izpostavljen ogromnemu trenju in strižnim silam.
Zaradi posebnega delovnega okolja trenje vijaka ni običajna kovina na kovino, temveč kovina na visokomolekularni polimer, zato se površina vijaka pogosto močno obrabi. Abrazija vijaka poveča razdaljo med njim in cevjo, kar vpliva na stiskanje in striženje vijaka na materialu, kar vodi v zmanjšanje kakovosti izdelka. Po drugi strani pa pogosta menjava dotrajanih vijakov zvišuje stroške in zamika v proizvodnih načrtih, kar posledično zmanjšuje produktivnost.
Vijake je treba na splošno zavreči, ker je razmik med vijakom in cevjo po dolgotrajni obrabi tako velik, da materiala ni mogoče normalno iztisniti, obstajajo pa tudi primeri, da delovna sposobnost stroja presega mejo zaradi nepravilne zasnove ali delovanja. Sledi kratek opis vzrokov obrabe vijakov.
1. Temperatura obdelave
Vsaka plastika ima temperaturno območje obdelave za idealno plastifikacijo, temperaturo obdelave soda pa je treba nadzorovati tako, da je blizu tega temperaturnega območja. Plastični peleti se prenašajo iz lijaka v sod in najprej dosežejo polnilni del. V polnilnem delu bodo materiali neizogibno imeli suho trenje. Ko je ta plastika premalo segreta in neenakomerno stopljena, je enostavno povečati obrabo med notranjo steno cevi in površino vijaka.
Podobno bo v oddelku za stiskanje in odsek za homogenizacijo, če je staljeno stanje plastike neurejeno in neenakomerno, povzročilo tudi hitrejšo obrabo.

2. Hitrost vrtenja
Hitrost vrtenja mora biti pravilno nastavljena. Ker nekatere plastike vsebujejo ojačitve, kot so steklena vlakna, minerali ali druga polnila. Te snovi imajo pogosto veliko večje trenje na kovinskih materialih kot staljena plastika.
Če uporabljate visoko vrtilno hitrost, hkrati pa povečate strižno silo na plastiko, je tudi enostavno razrezati ojačana vlakna. Zdrobljena vlakna vsebujejo ostre konce, tako da se abrazivna sila močno poveča. Anorganski minerali z veliko hitrostjo drsijo po kovinski površini in učinek strganja ni majhen. Skratka, hitrost ne sme biti nastavljena previsoko.

3. Razdalja med vijakom in cevjo
Vijak se vrti v cevi, zaradi trenja med materialom in obema pa se vijak in delovna površina cevi postopoma obrabljata, nato pa se premer vijaka postopoma krajša in notranji premer cevi povečuje. Na ta način se razmik med vijakom in cevjo zaradi obrabe vedno veča.
Vendar pa se zaradi soda pred glavo in odpornost razdelilnika ni spremenila, zato se poveča pretok puščanja ekstrudiranega materiala, kar pomeni, da se dovodni tok materiala poveča od reže do smeri dovajanja. Posledično se je proizvodna zmogljivost stroja zmanjšala. Ta pojav posledično poveča čas zadrževanja materiala v sodu, kar povzroči razgradnjo materiala. Če je PVC, bo plin vodikov klorid, ki nastane med razgradnjo, okrepil korozijo vijaka in cevi.

4. Neenakomerno plastificiranje materialov ali primešane kovinske nečistoče
Ker material ni enakomerno plastificiran ali pa so v material primešane kovinske nečistoče, se bo sila navora vrtenja vijaka nenadoma povečala. Ta navor presega mejo trdnosti vijaka in povzroči, da se vijak odvije. To je nekonvencionalna škoda zaradi nesreče.
To je nekaj pogostih vzrokov za obrabo vijakov. Upamo, da vam bo zgornja vsebina ponudila boljše razumevanje in poznavanje ekstruzijskega vijaka.
Zmanjšanje abrazije vijaka in podaljšanje življenjske dobe vijaka bo močno znižalo stroške vzdrževanja opreme, zagotovilo kakovost izdelka in prineslo večje ekonomske koristi vašemu podjetju.
Če potrebujete več informacij, vas Ningbo Fangli Technology Co., Ltd. pozdravlja, da se obrnete za podrobno poizvedbo, zagotovili vam bomo strokovna tehnična navodila ali predloge za nabavo opreme.
Pošlji povpraševanje


X
Piškotke uporabljamo, da vam ponudimo boljšo izkušnjo brskanja, analiziramo promet na spletnem mestu in prilagodimo vsebino. Z uporabo te strani se strinjate z našo uporabo piškotkov.
Politika zasebnosti